









Nguyên lý hoạt động cốt lõi củađộng cơ giảm tốc vi môlà để giảm tốc độ và tăng mô-men xoắn thông qua hộp số. Động cơ giảm vi môsử dụng việc truyền các cặp bánh răng ở mọi cấp độ để đạt được mục đích giảm tốc độ. Ví dụ, một bánh răng nhỏ dẫn động một bánh răng lớn có thể đạt được hiệu quả giảm tốc nhất định. Thông qua cấu trúc nhiều giai đoạn, tốc độ có thể giảm đáng kể. Nguyên lý làm việc này cho phép động cơ giảm tốc vi mô đóng vai trò quan trọng trong các ứng dụng yêu cầu tốc độ thấp và mô-men xoắn cao.
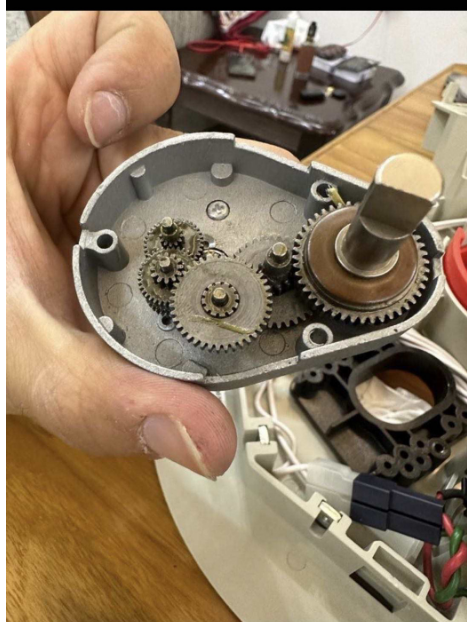

Ứng dụng của bánh răng trongđộng cơ bánh răng vi môchủ yếu được phản ánh trong cấu trúc và chức năng của chúng. Động cơ giảm tốc vi môlà mộtđiều khiển bằng động cơ vi môthiết bị giảm tốc truyền động kín, thường được lắp ráp và cung cấp bởi nhà sản xuất động cơ giảm tốc chuyên nghiệp. Sự kết hợp này không chỉ có thể giảm tốc độ và tăng mô-men xoắn mà còn có đặc tính tiêu thụ năng lượng thấp, hiệu suất vượt trội, độ rung nhỏ và tiếng ồn thấp. Nguyên lý cấu trúc của hộp giảm tốc bao gồm sự kết hợp giữa bánh răng mặt trời và bánh răng hành tinh, đạt được tỷ số giảm cao hơn thông qua truyền bánh răng nhiều tầng để đáp ứng nhu cầu làm việc của các thiết bị cơ khí khác nhau
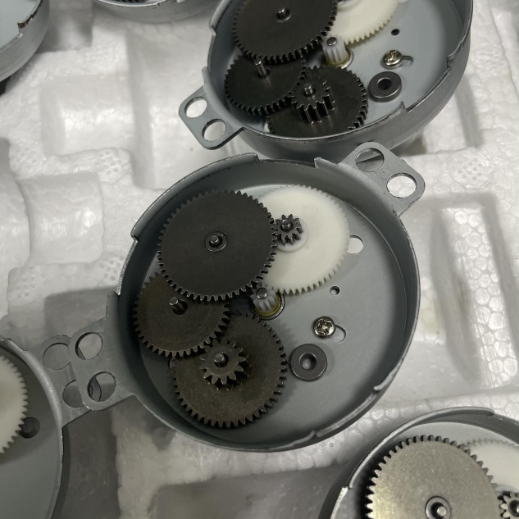
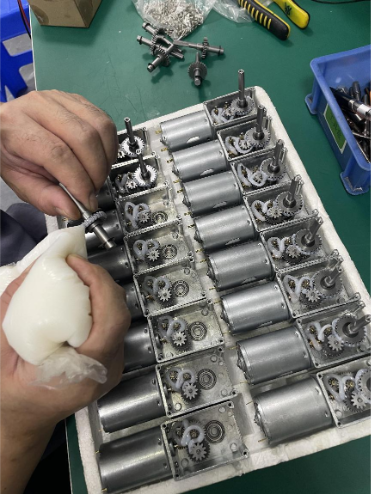
Các lĩnh vực ứng dụng của động cơ giảm tốc vi mô rất rộng. Chủ yếu được sử dụng trong máy móc công nghiệp nhẹ, thiết bị tự động hóa, thiết bị gia dụng và các lĩnh vực khác. Ví dụ, trong máy móc công nghiệp nhẹ trong ngành bao bì, thực phẩm, dệt may và mỹ phẩm,động cơ truyền động vi môcó thể nâng cao hiệu quả công việc. Trong các thiết bị tự động hóa, đặc biệt là dây chuyền sản xuất,động cơ bánh răng vi môđóng vai trò quan trọng bằng cách điều chỉnh tốc độ của chúng theo nhu cầu của người dùng. Ngoài ra, trong các ứng dụng thiết bị gia dụng như máy làm sữa đậu nành, máy ép trái cây, tủ lạnh, máy giặt, động cơ giảm tốc vi mô mang lại hiệu suất và vận hành ổn định.
Chế tạo và đo lường trong sản xuất micro MIM
Bánh răng là một bộ phận bên trong một thiết bị truyền động có tác dụng truyền lực quay sang một bánh răng hoặc thiết bị khác và cũng là một bộ phận máy để định vị có độ chính xác cao. Trong những năm gần đây, một số quy trình sản xuất vi mô tiên tiến và bánh răng cỡ nhỏ làm bằng kim loại và một số loại gốm sứ tiên tiến đã được sản xuất [1].Động cơ bánh răng vi hành tinhcũng đã được chế tạo từ thủy tinh kim loại khối chứa niken (Ni-Fe) và niken bằng phương pháp quang khắc tia X & lắng đọng điện (LIG trực tiếp) [2] và ép phun [3], tương ứng. /
Tuy nhiên, có nhu cầu về bánh răng micronized làm bằng vật liệu bền đa năng để thu nhỏ và cải thiện độ tin cậy của các sản phẩm khác nhau. Về mặt sản xuất, mục đích là đạt được hiệu quả kinh tế cao để đáp ứng nhu cầu công nghiệp. Đúc phun bột kim loại vi mô (μ MIM) rất hữu ích để sản xuất các bộ phận có kích thước vi mô và cấu trúc vi mô [4-5], nhưng việc đo độ chính xác của các bánh răng vi mô do μ MIM sản xuất tỏ ra khó khăn. /
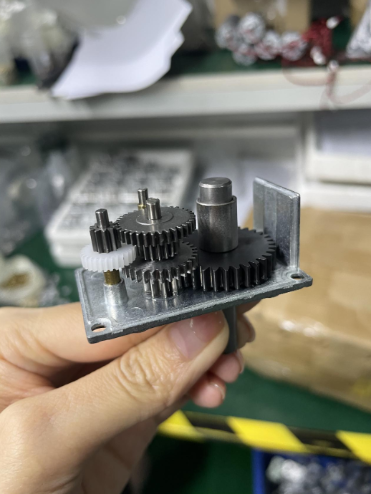
A thiết bị vi hành tinhlàm bằng thép không gỉ 17-4PH được sản xuất bởi μ MIM như một phần của dự án Osaka. Chất lượng của bánh răng hành tinh siêu nhỏ gọn được đánh giá bằng cách đo sự thay đổi kích thước của răng bánh răng bằng phân tích hình ảnh kỹ thuật số. cácthiết bị vi hành tinhbao gồm ba loại bánh răng được sản xuất theo quy trình μ MIM được thể hiện trong Hình 1. Trong nghiên cứu này, độ chính xác của bánh răng hành tinh có kích thước như trong Hình 1(c) đã được đánh giá. Thông số kỹ thuật của bánh răng hành tinh (như thiêu kết) được thể hiện trong Bảng 1. /
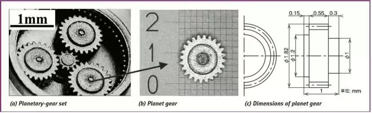
Hình 1. Bánh răng hành tinh vi mô được chế tạo bởi μ MIM. (Một). Bộ bánh răng hành tinh; (b) . bánh răng hành tinh; (c). Kích thước của bánh răng hành tinh /
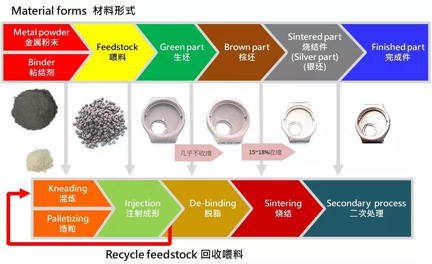
Bảng 1. Đặc điểm kỹ thuật của bánh răng hành tinh (dưới dạng thiêu kết). Vật liệu được sử dụng để sản xuất bánh răng siêu nhỏ gọn là bột nguyên tử hóa nước 17-4PH bằng thép không gỉ (D50=2μm) và chất kết dính gốc poly-acetyl. Tải bột của nguyên liệu là 60vol%. Nguyên liệu được ép phun bằng máy ép phun tốc độ cao (FANUC Ltd., S-2000i 50A). Các vật liệu compact màu xanh lá cây được khử liên kết ở 600°C trong hai giờ trong môi trường nitơ và thiêu kết ở 1150°C trong hai giờ trong khí argon. Các bộ phận thiêu kết cũng được làm cứng ở nhiệt độ 480°C trong một giờ. /
Độ chính xác của các bánh răng có kích thước thông thường thường được đánh giá bằng phép thử chia lưới bánh răng chính hoặc phép đo biên dạng tiếp xúc. Tuy nhiên, trong trường hợp bánh răng nhỏ gọn thì khó chế tạo bánh răng chính và khó đo hình dạng bằng tiếp xúc. Do đó, kỹ thuật đo hình dạng không tiếp xúc sử dụng các thiết bị tiên tiến như cảm biến dịch chuyển bằng laser và phân tích hình ảnh kỹ thuật số được coi là hữu ích trong việc đánh giá độ chính xác của các bánh răng siêu nhỏ gọn. /
Thời gian đăng: 14-10-2024