









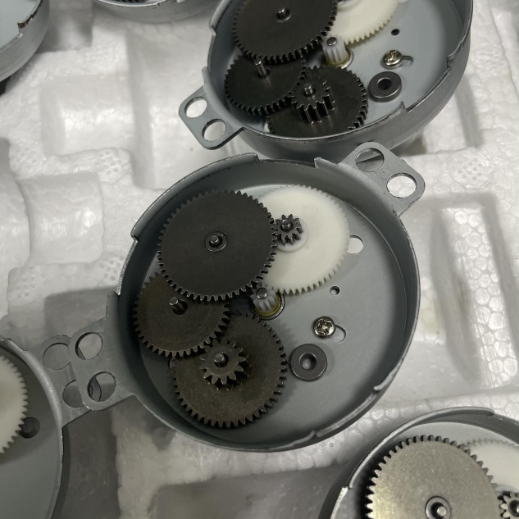
Негізгі жұмыс принципімикро редукторлы қозғалтқыштісті беріліс арқылы жылдамдықты азайту және айналдыру моментін арттыру болып табылады. .Микроредукциялық қозғалтқыштаржылдамдықты азайту мақсатына жету үшін барлық деңгейлерде беріліс жұптарының берілісін пайдаланыңыз. Мысалы, үлкен редукторды басқаратын шағын беріліс белгілі бір азайту әсеріне қол жеткізе алады. Көп сатылы құрылым арқылы жылдамдықты айтарлықтай азайтуға болады. Бұл жұмыс принципі микро редукциялық қозғалтқыштарға төмен жылдамдық пен жоғары айналу моментін қажет ететін қолданбаларда маңызды рөл атқаруға мүмкіндік береді.
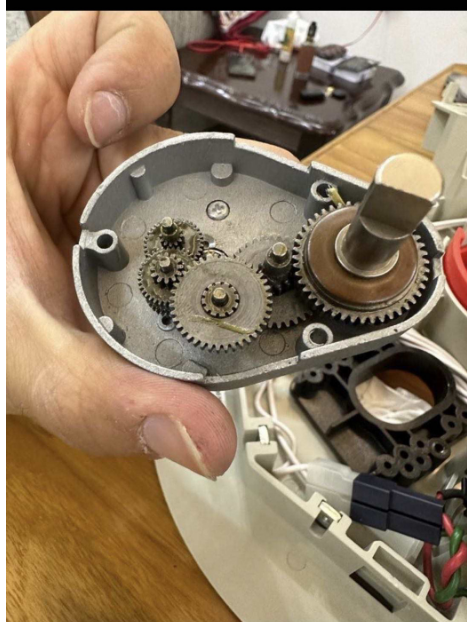

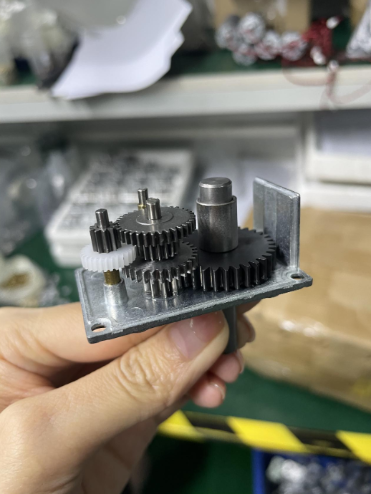
Берілістердің қолданылуымикро редукторларнегізінен олардың құрылымы мен қызметінен көрінеді. .Микро тісті редуктор қозғалтқышыболып табыладымикро мотормен басқарыладыжабық беріліс қорабын азайту құрылғысы, оны әдетте кәсіби редукциялық қозғалтқыш өндірушісі жинайды және жеткізеді. Бұл комбинация жылдамдықты азайтып, айналдыру моментін арттырып қана қоймайды, сонымен қатар энергияны аз тұтыну, жоғары өнімділік, шағын діріл және төмен шу сипаттамаларына ие. Редуктордың құрылымдық принципі әртүрлі механикалық жабдықтың жұмыс қажеттіліктерін қанағаттандыру үшін көп сатылы беріліс беру арқылы жоғары азайту коэффициентіне қол жеткізетін күн берілістері мен планетарлық берілістердің тіркесімін қамтиды
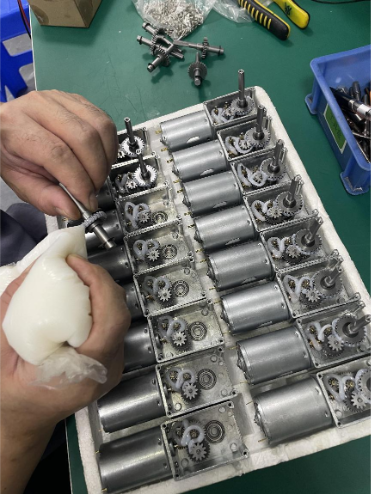
Микро редукциялық қозғалтқыштарды қолдану өрістері өте кең. Негізінен шағын жеңіл өнеркәсіп машиналарында, автоматтандыру жабдықтарында, тұрмыстық техникада және басқа салаларда қолданылады. Мысалы, қаптама, тамақ, тоқыма және косметика салаларындағы жеңіл өнеркәсіп машиналарында,микро тісті қозғалтқыштаржұмыс тиімділігін арттыруға болады. Автоматтандыру жабдықтарында, әсіресе өндірістік желілерде,микро редукторларпайдаланушы қажеттіліктеріне сәйкес олардың жылдамдығын реттеу арқылы маңызды рөл атқарады. Сонымен қатар, соя сүті машиналары, шырын сыққыштар, тоңазытқыштар және кір жуғыш машиналар сияқты тұрмыстық техника қолданбаларында микро редукция қозғалтқыштары тұрақты өнімділік пен жұмысты қамтамасыз етеді.
Микро MIM өндірісінде жасау және өлшеу
Тісті доңғалақ айналу күшін басқа беріліс немесе құрылғыға беретін беріліс құрылғысының құрамдас бөлігі болып табылады, сонымен қатар жоғары дәлдікпен орналастыруға арналған машина элементі болып табылады. Соңғы жылдары кейбір озық микроөндірістік процестер мен металдардан және кейбір жетілдірілген керамикадан жасалған микро өлшемді тісті дөңгелектер жасалды [1].Микропланеталық редукторларолар сонымен қатар никельді-темірлі (Ni-Fe) және никель негізіндегі сусымалы металл шыныларынан тиісінше рентгендік литография және электрлік тұндыру (тікелей-LIG) [2] және инъекциялық қалыптау [3] арқылы жасалған. /
Дегенмен, әртүрлі бұйымдарды миниатюризациялау және сенімділігін арттыру үшін жалпы мақсаттағы берік материалдардан жасалған микронизацияланған берілістерге сұраныс бар. Өндірістік терминдерде мақсат - өнеркәсіптік қажеттіліктерді қанағаттандыру үшін жоғары экономикалық тиімділікке қол жеткізу. Микро металл ұнтағын бүрку (μ MIM) микро өлшемді және микроқұрылымды бөлшектерді өндіру үшін пайдалы [4-5], бірақ μ MIM шығарған микро берілістердің дәлдігін өлшеу қиынға соқты. /
A микропланетарлық қондырғы17-4PH тот баспайтын болаттан жасалған μ MIM Осака жобасының бөлігі ретінде шығарған. Ультра ықшам планеталық берілістің сапасы цифрлық кескінді талдау арқылы тісті тістердің өлшемдерінің өзгеруін өлшеу арқылы бағаланды. Theмикропланетарлық қондырғыμ MIM процесі арқылы жасалған тісті доңғалақтардың үш түрінен тұратын 1-суретте көрсетілген. Бұл зерттеуде 1(c) суретте көрсетілген өлшемдері бар планеталық берілістің дәлдігі бағаланды. Планеталық берілістің (агломерленген) сипаттамасы 1-кестеде көрсетілген. /
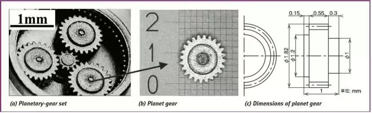
Сурет 1. μ MIM шығарған микро-планетарлы құрылғы. (а). Планетарлық беріліс жинағы; (b) . Планеталық жабдық; (c). Планеталық беріліс өлшемдері /
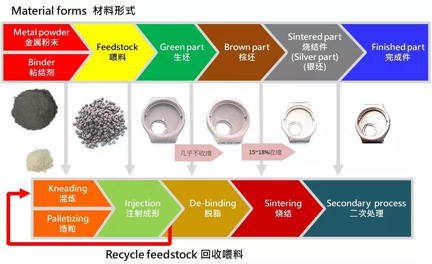
1-кесте. Планеталық берілістердің сипаттамасы (агломерленген). Шикізаттың ұнтақты тиелуі 60 воль% құрады. Шикізат жоғары жылдамдықты инъекциялық қалыптау машинасының (FANUC Ltd., S-2000i 50A) көмегімен бүркумен құйылды. Жасыл компакттарды 600ºC температурада азот атмосферасында екі сағат бойы ажыратып, 1150ºC температурада аргон астында екі сағат бойы агломерациялады. Агломерацияланған бөлшектер де 480ºC температурада бір сағат бойы қатайтылды. /
Кәдімгі өлшемді берілістердің дәлдігі, әдетте, негізгі тісті доңғалақтарды торлау сынағы немесе контакт профилометриясы арқылы бағаланады. Дегенмен, жинақы беріліс жағдайында негізгі берілістерді жасау және пішінді контакт арқылы өлшеу қиын. Сондықтан ультра жинақы берілістердің дәлдігін бағалау үшін лазерлік орын ауыстыруды анықтау және цифрлық кескінді талдау сияқты жетілдірілген құралдарды пайдаланатын байланыссыз пішінді өлшеу әдісі пайдалы болып саналады. /
Хабарлама уақыты: 14 қазан 2024 ж