









Osnovni princip radamotor s mikro reduktoromje smanjenje brzine i povećanje okretnog momenta putem prijenosa zupčanika. Mikro reduktorikoristiti prijenos zupčanih parova na svim razinama kako bi se postigla svrha smanjenja brzine. Na primjer, mali zupčanik koji pokreće veliki zupčanik može postići određeni učinak smanjenja. Kroz strukturu s više stupnjeva, brzina se može znatno smanjiti. Ovaj princip rada omogućuje motorima s mikro redukcijom važnu ulogu u primjenama koje zahtijevaju malu brzinu i veliki zakretni moment.
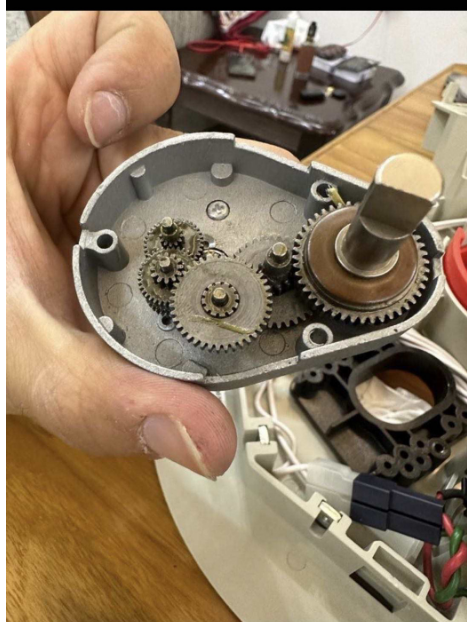

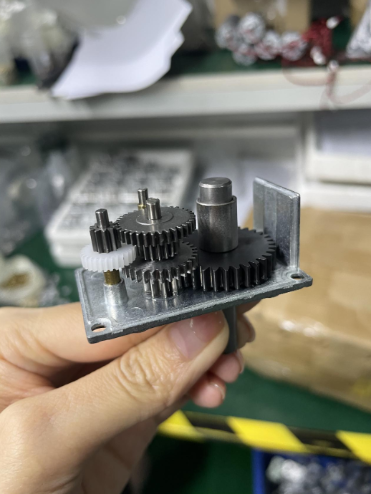
Primjena zupčanika umotori s mikro reduktorimauglavnom se ogleda u njihovoj strukturi i funkciji. Motor s mikro reduktoromje ana mikro motorni pogonzatvoreni reduktor prijenosa, koji obično sastavlja i isporučuje profesionalni proizvođač reduktora. Ova kombinacija ne samo da može smanjiti brzinu i povećati okretni moment, već također ima karakteristike niske potrošnje energije, vrhunske performanse, male vibracije i niske razine buke. Strukturni princip reduktora zupčanika uključuje kombinaciju sunčanog i planetarnog zupčanika, čime se postiže veći omjer redukcije kroz višestupanjski prijenos zupčanika kako bi se zadovoljile radne potrebe različite mehaničke opreme
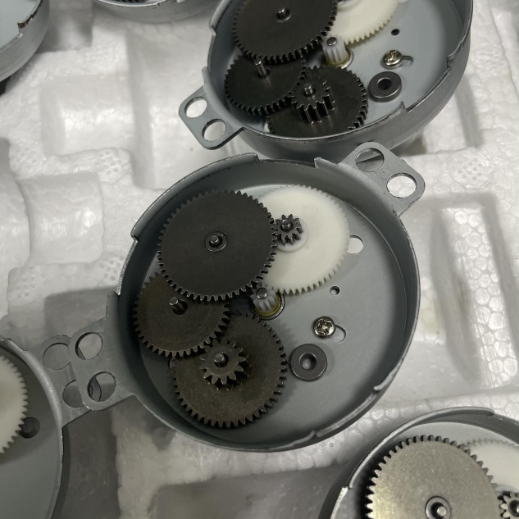
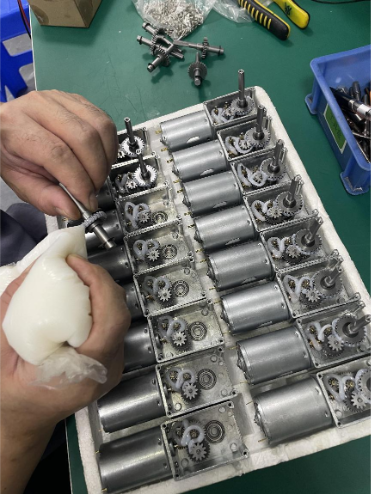
Područja primjene mikroredukcijskih motora vrlo su široka. Uglavnom se koristi u malim lakim industrijskim strojevima, opremi za automatizaciju, kućanskim aparatima i drugim područjima. Na primjer, u strojevima za laku industriju u industriji pakiranja, prehrambenoj, tekstilnoj i kozmetičkoj industriji,motori s mikro reduktorimamože poboljšati radnu učinkovitost. U opremi za automatizaciju, posebno proizvodnim linijama,motori s mikro reduktorimaigraju važnu ulogu prilagodbom brzine prema potrebama korisnika. Osim toga, u primjenama kućanskih aparata kao što su strojevi za sojino mlijeko, sokovnici, hladnjaci i perilice rublja, motori za mikro redukciju osiguravaju stabilne performanse i rad
Izrada i mjerenje u mikro MIM proizvodnji
Zupčanik je komponenta unutar prijenosnog uređaja koja prenosi rotacijsku silu na drugi zupčanik ili uređaj, a također je i strojni element za visoko precizno pozicioniranje. Posljednjih godina proizvedeni su neki napredni procesi mikroproizvodnje i zupčanici mikro veličine izrađeni od metala i neke napredne keramike [1].Mikroplanetarni reduktorski motoritakođer su izrađeni od metalnih stakala na bazi nikla i željeza (Ni-Fe) i metalnih stakala na bazi nikla litografijom X-zrakama i elektrotaloženjem (direktno-LIG) [2] odnosno injekcijskim prešanjem [3]. /
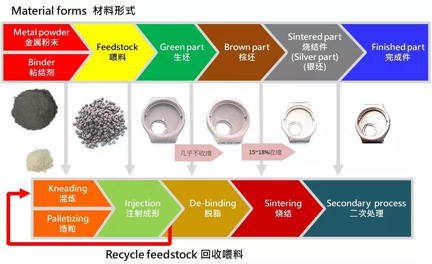
Međutim, postoji potražnja za mikroniziranim zupčanicima izrađenim od trajnih materijala opće namjene za minijaturizaciju i poboljšanje pouzdanosti raznih proizvoda. U smislu proizvodnje, cilj je postići visoku ekonomsku učinkovitost kako bi se zadovoljile industrijske potrebe. Brizganje mikrometalnog praha (μ MIM) korisno je za proizvodnju dijelova mikro veličine i mikrostrukturiranih [4-5], ali mjerenje točnosti mikrozupčanika koje proizvodi μ MIM pokazalo se teškim. /
A mikroplanetarni prijenosnikod nehrđajućeg čelika 17-4PH proizveo je μ MIM u sklopu projekta Osaka. Kvaliteta ultrakompaktnog planetnog zupčanika procijenjena je mjerenjem varijacija u dimenzijama zuba zupčanika digitalnom analizom slike. Themikroplanetarni prijenosniksastavljen od tri vrste zupčanika proizvedenih postupkom μ MIM prikazan je na slici 1. U ovoj studiji procijenjena je točnost planetnog zupčanika dimenzija prikazanih na slici 1(c). Specifikacija planetnog zupčanika (kako je sinterirana) prikazana je u tablici 1. /
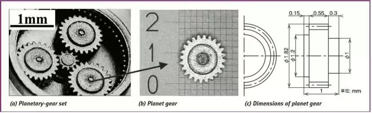
Slika 1. Mikroplanetarni zupčanik proizvođača μ MIM. (a). Set planetarnih zupčanika; (b) . Planet zupčanik; (c). Dimenzije planetnog zupčanika /
Tablica 1. Specifikacija planetnog zupčanika (kako je sinteriran). Materijali korišteni za proizvodnju ultra-kompaktnih zupčanika bili su nehrđajući čelik 17-4PH raspršen vodom (D50=2μm) i veziva na bazi poli-acetila. Punjenje sirovine prahom bilo je 60 vol%. Sirovina je prešana injekcijskim prešanjem pomoću stroja za injekcijsko prešanje velike brzine (FANUC Ltd., S-2000i 50A). Zeleni kompakti su odvezani na 600ºC dva sata u atmosferi dušika i sinterirani na 1150ºC dva sata pod argonom. Sinterirani dijelovi također su očvrsnuti na 480ºC jedan sat. /
Točnost zupčanika konvencionalnih veličina općenito se procjenjuje ispitivanjem zahvata glavnog zupčanika ili kontaktnom profilometrijom. Međutim, u slučaju kompaktnih zupčanika teško je izraditi glavni zupčanik i izmjeriti oblik kontaktom. Stoga se tehnika beskontaktnog mjerenja oblika koja koristi napredne instrumente kao što je lasersko očitavanje pomaka i digitalna analiza slike smatraju korisnima u procjeni točnosti ultrakompaktnih zupčanika. /
Vrijeme objave: 14. listopada 2024