









Toiminnan ydinperiaatemikro alennusvaihdemoottorion vähentää nopeutta ja lisätä vääntömomenttia vaihteiston kautta. Mikroalennusmoottoritkäytä vaihdeparien voimansiirtoa kaikilla tasoilla saavuttaaksesi nopeuden vähentämisen. Esimerkiksi pieni vaihde, joka käyttää suurta vaihdetta, voi saavuttaa tietyn vähennysvaikutuksen. Monivaiheisen rakenteen ansiosta nopeutta voidaan vähentää huomattavasti. Tämä toimintaperiaate sallii mikroalennusmoottoreiden olla tärkeässä roolissa sovelluksissa, jotka vaativat pientä nopeutta ja suurta vääntömomenttia.

Vaihteiden käyttö sisäänmikrovaihdemoottoritheijastuu pääasiassa niiden rakenteessa ja toiminnassa. Mikrovaihteiston alennusmoottorion amikromoottorikäyttöinensuljettu vaihteiston alennuslaite, jonka yleensä kokoaa ja toimittaa ammattimainen alennusmoottorin valmistaja. Tämä yhdistelmä ei voi vain vähentää nopeutta ja lisätä vääntömomenttia, vaan sillä on myös alhainen energiankulutus, erinomainen suorituskyky, pieni tärinä ja alhainen melu. Vaihdevaihteiston rakenneperiaate sisältää aurinkovaihteen ja planeettavaihteen yhdistelmän, joka saavuttaa korkeamman alennussuhteen monivaiheisen vaihteiston kautta erilaisten mekaanisten laitteiden työtarpeiden täyttämiseksi
Mikroalennusmoottoreiden käyttöalueet ovat hyvin laajat. Käytetään pääasiassa pienissä kevyen teollisuuden koneissa, automaatiolaitteissa, kodinkoneissa ja muilla aloilla. Esimerkiksi kevyen teollisuuden koneissa pakkaus-, elintarvike-, tekstiili- ja kosmetiikkateollisuudessa,mikrovaihdemoottoritvoi parantaa työn tehokkuutta. Automaatiolaitteissa, erityisesti tuotantolinjoissa,mikrovaihdemoottoritniillä on tärkeä rooli säätämällä nopeuttaan käyttäjien tarpeiden mukaan. Lisäksi kodinkonesovelluksissa, kuten soijamaitokoneissa, mehupuristimissa, jääkaapeissa ja pesukoneissa, mikroalennusmoottorit tarjoavat vakaan suorituskyvyn ja toiminnan
Valmistus ja mittaus mikro-MIM-valmistuksessa
Hammaspyörä on voimansiirtolaitteessa oleva komponentti, joka siirtää pyörimisvoimaa toiseen vaihteeseen tai laitteeseen, ja se on myös koneen elementti erittäin tarkkaan paikannukseen. Viime vuosina on valmistettu edistyneitä mikrovalmistusprosesseja ja mikrokokoisia metallista ja edistyneestä keramiikasta valmistettuja hammaspyöriä [1].Mikroplaneettavaihteistomoottoriton myös valmistettu nikkeli-rautapitoisista (Ni-Fe) ja nikkelipohjaisista bulkkimetallilaseista röntgenlitografialla ja sähköpinnoituksella (suora-LIG) [2] ja ruiskuvalulla [3], vastaavasti. /
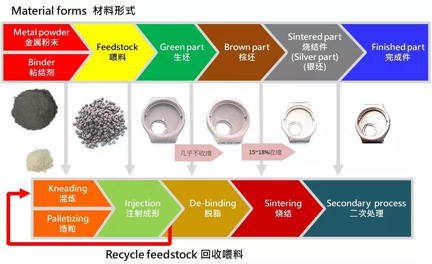
Yleiskäyttöisistä kestävistä materiaaleista valmistetuille mikronoiduille hammaspyörille on kuitenkin kysyntää eri tuotteiden pienentämiseksi ja luotettavuuden parantamiseksi. Valmistuksen kannalta tavoitteena on saavuttaa korkea taloudellinen tehokkuus teollisuuden tarpeiden tyydyttämiseksi. Mikrometallijauheruiskuvalu (μ MIM) on hyödyllinen mikrokokoisten ja mikrorakenteisten osien valmistuksessa [4-5], mutta μ MIM:n valmistamien mikrohammaspyörän tarkkuuden mittaaminen on osoittautunut vaikeaksi. /
A mikroplaneettavaihteistovalmistettu 17-4PH ruostumattomasta teräksestä valmisti μ MIM osana Osaka-projektia. Erittäin kompaktin planeettavaihteen laatu arvioitiin mittaamalla hammaspyörän hampaiden mittojen vaihtelu digitaalisella kuva-analyysillä. Themikroplaneettavaihteistojoka koostuu kolmesta μ MIM -prosessilla valmistetusta hammaspyörästä, on esitetty kuvassa 1. Tässä tutkimuksessa arvioitiin planeettavaihteiston tarkkuus kuvassa 1(c) esitetyillä mitoilla. Planeettavaihteiston tekniset tiedot (sintrattuina) on esitetty taulukossa 1. /
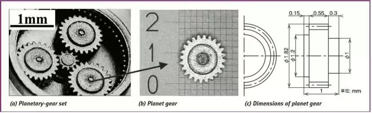
Kuva 1. Mikroplaneettavaihteisto, jonka valmistaa μ MIM. (a). Planetary-vaihteisto asetettu; (b) . Planet pyydyksiä; (c). Planeettavaihteiston mitat /
Taulukko 1. Planeettavaihteiston tekniset tiedot (sintrattuina). Ultrakompaktien vaihteiden valmistuksessa käytettiin ruostumatonta terästä 17-4PH vesisumutettua jauhetta (D50=2μm) ja polyasetyylipohjaisia sideaineita. Raaka-aineen jauhekuormitus oli 60 tilavuus%. Raaka-aine ruiskupuristettiin käyttämällä nopeaa ruiskuvalukonetta (FANUC Ltd., S-2000i 50A). Vihreät tiivisteet purettiin 600 ºC:ssa kahden tunnin ajan typpiatmosfäärissä ja sintrattiin 1150 ºC:ssa kaksi tuntia argonin alla. Sintratut osat vanhennettiin myös 480 ºC:ssa tunnin ajan. /
Perinteisen kokoisten hammaspyörien tarkkuus arvioidaan yleensä päähammaspyörästön yhteensovitustestillä tai kontaktiprofiilimetrialla. Kompaktien vaihteiden tapauksessa on kuitenkin vaikeata valmistaa päähammaspyörää ja mitata muotoa koskettamalla. Siksi kosketuksetonta muodonmittaustekniikkaa, jossa käytetään kehittyneitä laitteita, kuten lasersiirtymän tunnistin ja digitaalinen kuva-analyysi, pidetään hyödyllisenä ultrakompaktien vaihteiden tarkkuuden arvioinnissa. /
Postitusaika: 14.10.2024