









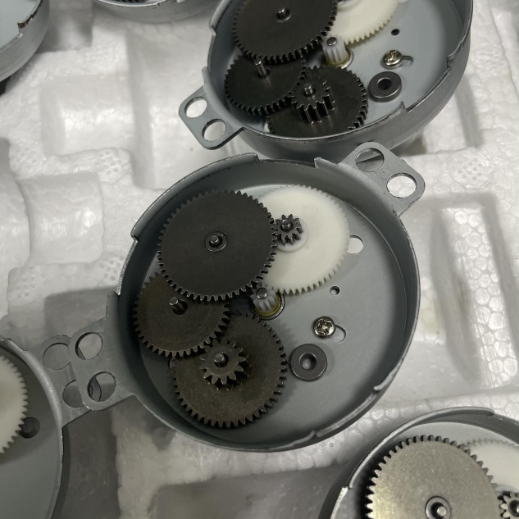
Základní pracovní principmikro redukční převodový motorje snížení otáček a zvýšení točivého momentu pomocí ozubeného převodu. Mikroredukční motorypoužití převodových párů na všech úrovních k dosažení účelu snížení rychlosti. Například malým převodem pohánějícím velký převod lze dosáhnout určitého redukčního účinku. Prostřednictvím vícestupňové struktury lze výrazně snížit rychlost. Tento pracovní princip umožňuje mikroredukčním motorům hrát důležitou roli v aplikacích vyžadujících nízké otáčky a vysoký točivý moment.
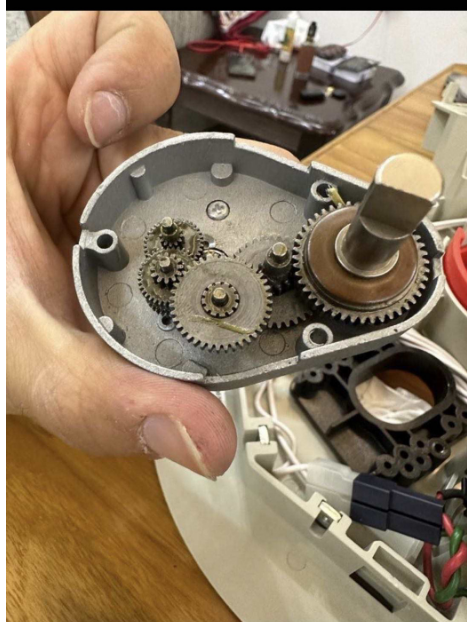

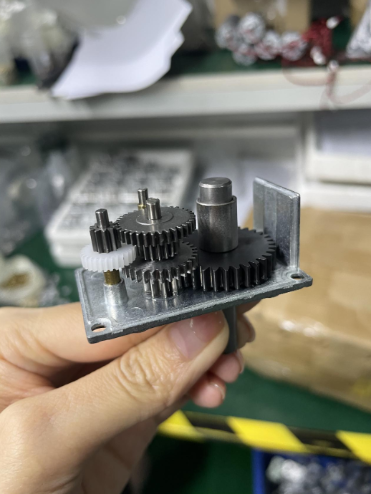
Aplikace ozubených kol vmikropřevodové motoryse odráží především v jejich struktuře a funkci. Mikropřevodový redukční motorje apoháněný mikromotoremuzavřené převodové redukční zařízení, které obvykle montuje a dodává profesionální výrobce redukčních motorů. Tato kombinace dokáže nejen snížit otáčky a zvýšit točivý moment, ale také se vyznačuje nízkou spotřebou energie, vynikajícím výkonem, malými vibracemi a nízkou hlučností. Konstrukční princip reduktoru zahrnuje kombinaci centrálního kola a planetového kola, která dosahuje vyššího redukčního poměru prostřednictvím vícestupňové převodovky, aby vyhovovala pracovním potřebám různých mechanických zařízení
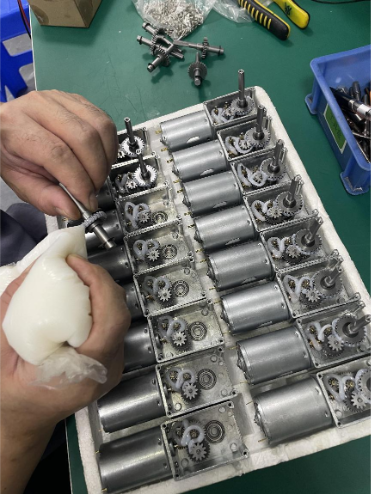
Oblasti použití mikroredukčních motorů jsou velmi široké. Používá se hlavně v malých strojích lehkého průmyslu, automatizačních zařízeních, domácích spotřebičích a dalších oborech. Například u lehkých průmyslových strojů v obalovém, potravinářském, textilním a kosmetickém průmyslu,mikropřevodové motorymůže zlepšit efektivitu práce. V automatizačních zařízeních, zejména výrobních linkách,mikropřevodové motoryhrají důležitou roli tím, že upravují svou rychlost podle potřeb uživatele. Kromě toho v aplikacích domácích spotřebičů, jako jsou stroje na výrobu sójového mléka, odšťavňovače, chladničky a pračky, mikroredukční motory poskytují stabilní výkon a provoz.
Výroba a měření ve výrobě mikro MIM
Ozubené kolo je součást převodového zařízení, která přenáší rotační sílu na jiné ozubené kolo nebo zařízení a je také součástí stroje pro vysoce přesné polohování. V posledních letech byly vyrobeny některé pokročilé mikrovýrobní procesy a mikro ozubená kola vyrobená z kovů a některé pokročilé keramiky [1].Mikroplanetární převodové motorybyly také vyrobeny z nikl-železných (Ni-Fe) a objemových kovových skel na bázi niklu rentgenovou litografií a elektrodepozicí (přímé LIG) [2] a vstřikováním [3]. /
Existuje však poptávka po mikronizovaných ozubených kolech vyrobených z univerzálních odolných materiálů pro miniaturizaci a zlepšení spolehlivosti různých produktů. Z hlediska výroby je cílem dosáhnout vysoké ekonomické efektivity pro uspokojení průmyslových potřeb. Vstřikování mikrokovového prášku (μ MIM) je užitečné pro výrobu mikrorozměrových a mikrostrukturovaných dílů [4-5], ale měření přesnosti mikropřevodů vyrobených μ MIM se ukázalo jako obtížné. /
A mikroplanetární zařízenívyrobeno z nerezové oceli 17-4PH bylo vyrobeno společností μ MIM v rámci projektu Osaka. Kvalita ultrakompaktního planetového kola byla hodnocena měřením změn rozměrů zubů ozubeného kola digitální analýzou obrazu. Themikroplanetární zařízenísložený ze tří typů ozubených kol vyrobených procesem μ MIM je znázorněn na obrázku1. V této studii byla hodnocena přesnost planetového kola s rozměry znázorněnými na obrázku 1(c). Specifikace planetového kola (jako slinutého) je uvedena v tabulce 1. /
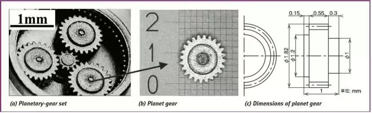
Obrázek 1. Mikroplanetární zařízení vyrobené společností μ MIM. (A). Sada planetových převodů; (b) . Planetová převodovka; (C). Rozměry planetového kola /
Tabulka 1. Specifikace planetového soukolí (jako slinutého). Materiály použité pro výrobu ultrakompaktních ozubených kol byly nerezová ocel 17-4PH vodou atomizovaný prášek (D50=2μm) a pojiva na bázi polyacetylu. Prášková náplň suroviny byla 60 obj. %. Surovina byla vstřikována za použití vysokorychlostního vstřikovacího lisu (FANUC Ltd., S-2000i 50A). Zelené výlisky byly rozpojeny při 600 °C po dobu dvou hodin v dusíkové atmosféře a slinovány při 1150 °C po dobu dvou hodin pod argonem. Slinuté díly byly také vytvrzeny stárnutím při 480 °C po dobu jedné hodiny. /
Přesnost ozubených kol konvenční velikosti je obecně hodnocena zkouškou záběru hlavního ozubeného kola nebo kontaktní profilometrií. V případě kompaktních ozubených kol je však obtížné vyrobit hlavní ozubené kolo a měřit tvar dotykem. Proto je při hodnocení přesnosti ultrakompaktních ozubených kol považována za užitečnou bezkontaktní technika měření tvaru využívající pokročilé nástroje, jako je laserové snímání posunu a digitální analýza obrazu. /
Čas odeslání: 14. října 2024